Распорки Р 2 (3.402-24) - конструктивный элемент, который участвует в сооружении опоры под специальное оборудование на нефтеперерабатывающем заводе. Распорки разработаны прямоугольной формы. Изготовление элементов регламентирует Серия 3.402-24, она содержит рекомендации по изготовлению и применению. Распорки выпускаются нескольких типоразмеров, что позволяет подобрать подходящий в конкретном проекте. Изделия рассчитаны на эксплуатирование в обычной среде. Если строительство планируется в условиях слабой, средней, агрессивной среде, дополнительно проводят мероприятия по защите согласно СНиП II-28-73.
1.Расшифровка маркировки
Исходя из основных характерных особенностей, изделию присваивается маркировка. Она состоит из буквенных и числовых индексов. Рассмотрим расшифровку марки Р 2 (3.402-24) где:
1. Р - тип конструкции - распорка;
2. 2 - принятый типоразмер.
Маркировочное обозначение наносится на каждый элемент при помощи трафарета и несмываемой краски.
2.Материалы и производство
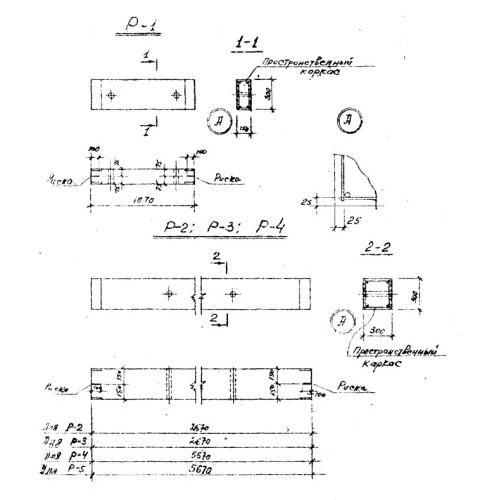
Изготовлением распорок занимается специализированный завод сборного железобетона. Перед запуском производства. Все материалы, из которых изготавливаются элементы, имеют сертификаты подтверждающее их качество. Формование элементов осуществляется с применением металлической опалубки. Перед использованием металлическая форма должна быть зачищена от бетонных остатков и смазана масленой основой. Перед бетонированием в форму устанавливается конструктивная арматура. Армирование распорок запроектировано пространственными каркасами, которые собираются из плоских сварных сеток, отдельных стержней и закладных деталей. Арматурный каркас изготавливается с помощью контактной точечной сварки, электросварочных клещей и электродуговой сварки. Перед установкой стальной основы в форму, проверяется точность сборки. Основными материалами производства распорок, является тяжелый бетон марки М-200, стержневая сталь класса AIII и AI и сортовой прокат стали класса ВСт.3кп2. Дополнительные требования к марке бетона по водонепроницаемости и морозоустойчивости принимаются исходя из климатических условий будущей стройки. Распалубирование конструкций производится только после достижения бетоном 70% прочности. Отрыв от опалубки производится за две точки при помощи траверсы и вспомогательных пальцев, пропущенных через трубки. Выступающие закладные детали антикоррозийным защитным покрытием.
Перед отправкой распорок к месту строительства, они проверяются изготовителем на качество. Контролируется проектное расположение закладных деталей, толщина защитного бетонного слоя поверх рабочей арматуры, качество бетонной поверхности. К заказчику элементы поставляются в сопровождении паспорта качества, который должен быть подписан начальником ОТК.
3.Транспортировка и хранение
Складирование элементов происходит на площадке с выровненной поверхностью. Температурный режим хранения не предусмотрен. Распорки хранят рассортированные по типоразмерам и партиям. Изделия укладываются в горизонтальное положение в невысокие штабеля с обязательным применением инвентарных прокладок. Элементы необходимо укладывать таким образом, чтобы беспрепятственно просматривались маркировочные знаки. Транспортирование производится автотранспортом или железнодорожными путями. При перевозке необходимо надежно фиксировать изделия, для исключения их непроизвольного смещения. Не допускается свободное падение распорок, и перемещение их волоком.